| 공정능력지수(cpk,ppk)? |
  이중 Cpk에 대해서 말씀드리겠습니다. Cpk라는 것이 생긴 유래는 Cp의 단점 때문입니다. Cp는 스펙의 크기와 공정 관리한계의 크기를 비교하므로 스펙의 위치가 바뀌어도 크기만 변하지 않으면 동일한 값을 줍니다. 즉 불량이 많이 발생을 하더라도 모를 수 있다는 것이지요. 이를 보완하기 위해 Cpk라는 것이 만들어졌습니다. Cpk = (1-k)Cp , 치우침도(k) :공정평균이 규격중심에서 벗어나는 정도 규격상한만 있는 경우 Cpk = (USL-μ)/3σ = Cpu 규격하한만 있는 경우 Cpk = (μ - LSL)/3σ = Cpl입니다. 그렇다면 Pp와의 차이는 어떤것일까요? 위의 그림 두개를 비교하여 보시면, 차이가 거의 없습니다. 다만 표준편차에 차이가 존재하는 데요. Cp의 표준편차는 단기적인 공정의 고유변동만을 반영한 것이고, Pp의 표준편차는 장기적인 공정의 총변동이 다 고려된 것입니다. 구하는 방법은 모두 같고 다만 표준편차를 고려하는 기간과 방식에서 약간의 차이가 있습니다. [예를들어서 부연 설명입니다] Process Capability Index(공정능력지수 : Cp, Cpk)는 용어 그대로 공정의 능력을 파악하는 측정치입니다. - 그렇다면 능력이 있는 공정은 어떤 공정일까요? 능력이 있는 공정은 생산하는 제품 혹은 부품은 균일하게 (거의 똑같게) 만들 수 있는 공정을 의미합니다. 다음의 두 공정을 예를 들어 설명하면 다음과 같습니다. A 공정 : 60, 80, 60, 100, 80, 100, 80 B 공정 : 85, 80, 80, 75, 80, 85, 75 - 위 두 공정을 살펴보면, 모두 평균은 80이지만, A공정보다는 B공정이 훨씬 균일하게 생산을 하고 있습니다. 따라서 B 공정이 능력이 있다고 말합니다. 일반적으로 능력이 있는 공정은 평균 (혹은 대표값)이 있으며, 그 평균과 비슷한 값을 생산해 냅니다. 그리고 얼마만큼 비슷한 값으로 생산하는가 ? 를 나타내는 측정치도 있는데, 그 중 많이 사용하는 척도가 바로 표준편차 (Standard Deviation, σ)입니다. 표준편차는 각각의 값들이 평균(혹은 대표값)에 얼마만큼 떨어져 있는가를 나타내는 측정치입니다. 이 값이 크다는 것은 평균값과 각각의 값들간의 거리가 많이 떨어져 있다는 것을 의미합니다. 따라서 이 값이 작은 공정이 능력이 있는 공정입니다. 위 예에서 공정 A의 표준편차는 16, 공정 B의 표준편차는 4.1 (Sample로 가정) 정도 됩니다. 공정 B가 정량적인 척도에서도 훨씬 좋다는 것을 쉽게 알 수 있습니다. - 그 다음 개념이 조금 까다로운데, 평균과 표준편차가 구해지면, 다음은 정상적인 조건에서 작업을 하면, 일반적으로 공정은 어느 값 사이에서 작업을 하겠는가 ?에 대해 살펴보아야 합니다. 이 경우 일반적으로 적용되는 기준이 ' 평균 ± 3σ ' 원칙입니다. 즉 정상적인 조건 - 좋은 재료, 기계 및 작업자의 정상적인 상태하에서라도 해당하는 공정은 평균을 중심으로 많이는 3σ 만큼 크거나 작게 작업할 수 있다는 것입니다. (99.7%의 확률로...) - 그러니까, 위 예의 공정 B는 평균 80 만큼의 크기로 제품을 생산해 내지만, 어떨 때는 최대 80 + 3×4.1 = 92.3에서 최소 80 - 3×4.1= 67.7까지의 값을 갖는 제품을 생산할 가능성이 있다고 보는 것입니다. 이것을 통계적으로는 우연변동(Random Variation 혹은 Chance Variation)이라 합니다. 만약, 공정 B에서 100 정도 크기의 제품을 만들어 냈다면, 이것은 공정 B에 무언가 이상이 있다는 것을 의미합니다. 즉 최대/최소 3σ 한계를 넘는 값을 생산할 경우, 이때의 변동을 이상변동(Assignable Variation)이라고 하고, 즉각적인 시정조시(Corrective Action)을 취하게 됩니다. - 공정능력지수(Process Capability Index : Cp)는 정상적인 공정에서 생산할 수 있는 우연변동의 폭 ( (평균 + 3σ) - (평균 - 3σ) = 6σ)와 그 공정에 요구되는 공차상한 및 하한의 폭(Upper Specification Limits - Lower Specification Limits = USL - LSL)을 비교하는 지수입니다. Cp = USL - LSL/6σ  즉 Cp의 값이 크다는 것은 허용되는 공차에 비해 공정의 σ가 작아서 결국은 Random Variation의 폭이 줄어든다는 것을 의미하기 때문입니다. 그리고 Cp의 값이 크면 클수록 해당하는 공정은 정상적인 조건에서 불량품보다는 양품을 훨씬 많이 만들어 낸다는 것을 의미하기도 합니다. 일반적으로 Cp의 값이 1.33정도 되면, 특별히 이상한 경우가 아니라면 공정의 거의 불량을 만들지 않는 다는 것을 의미하며, 따라서 이 값 이상을 갖는 공정은 대량생산에 투입합니다. - 그런데 위 식은 문제가 있습니다. 공차한계와 공정이 다음과 같은 경우가 발생할 수 있기 때문입니다.  그러나 Cp는 단순히 거리만을 고려하는 척도이기 때문에 이러한 경우에 대해 적절한 정보를 제공하지 못하는 한계를 가지고 있습니다. - 이러한 Cp계산방법을 보완하여 나온 식이 Cpk입니다. Cpk는 허용공차에 대한 공정의 적합성을 평가할 때, 공정평균의 위치까지 고려하는 측정치이며, 다음과 같이 계산합니다. Cp = 최소값 공정평균 - LSL/3σ 또는 USL - 공정평균/3σ - 공정능력이 1.33 혹은 그 이상이 되면 공정이 정상적으로 관리만 된다면, 불량을 내지 않는 다는 것을 의미합니다. 이 후 공정은 양산체제에 투입되며, 정상적인 조건에서 작업할 수 있도록 감시 및 통제(Monitoring and Controlling) 됩니다. 공정을 감시하고 통제할 때 사용하는 기법이 관리도(Control Chart)입니다. [공정능력과 시그마 수준을 비교하면] 공정능력이란 흔히들 3시그마 수준하에서 양품을 생산할 수 있는 능력을 말한다고 이해하고 있는데 이는 단순히 (생산) 관리측면에서 공정을 이해하는 것이다. 그러나 공정능력의 정확한 개념은 그 공정이 "관리상태하" 에 있을 때 그 공정에서 생산되는 제품의 품질변동이 어느 정도인가를 나타내는 지표를 말한다. 이 공정능력은 다시 장기 (Zlt) 와 단기 (Zst) 로 나누어 지게 되는데, 장기 공정능력이란 군내 그리고 군간변동을 포함한 ... 장기간 (공정에 외부의 영향을 미칠 수 있는 충분한 기간) 에 걸쳐 모든 데이터를 포함한 개념이다. 반면 단기 공정능력은 일정시점에 있어서의 공정의 정상적인 상태에서의 공정능력을 의미하며 군간변동을 제외한 개념이다. 장기공정능력은 시간의 흐름에 따라 중심치가 이동하게 되므로 단기공정능력보다 작게 된다.  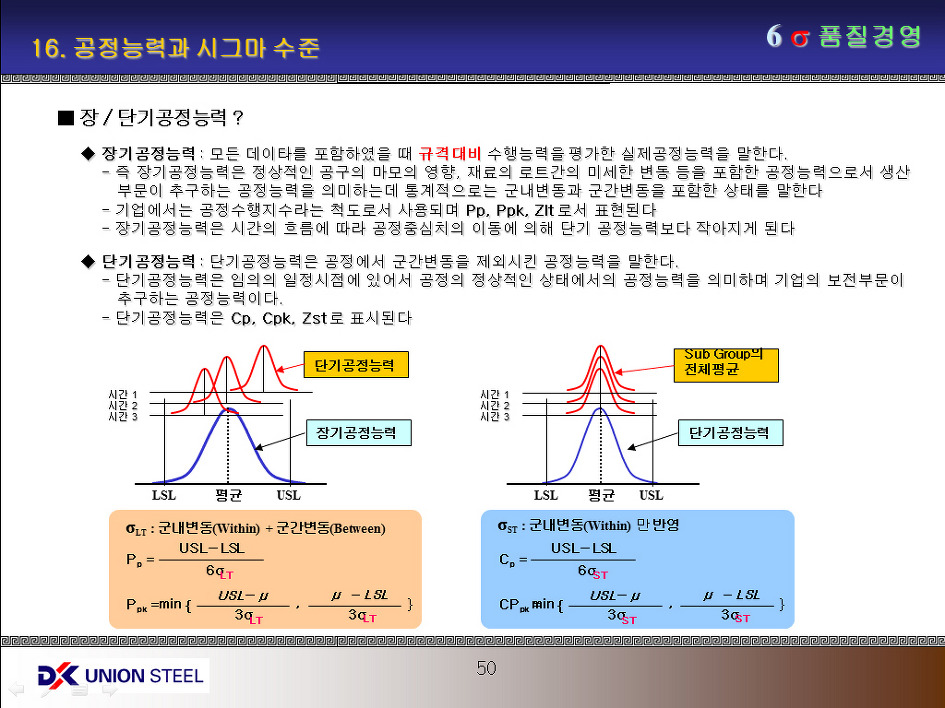 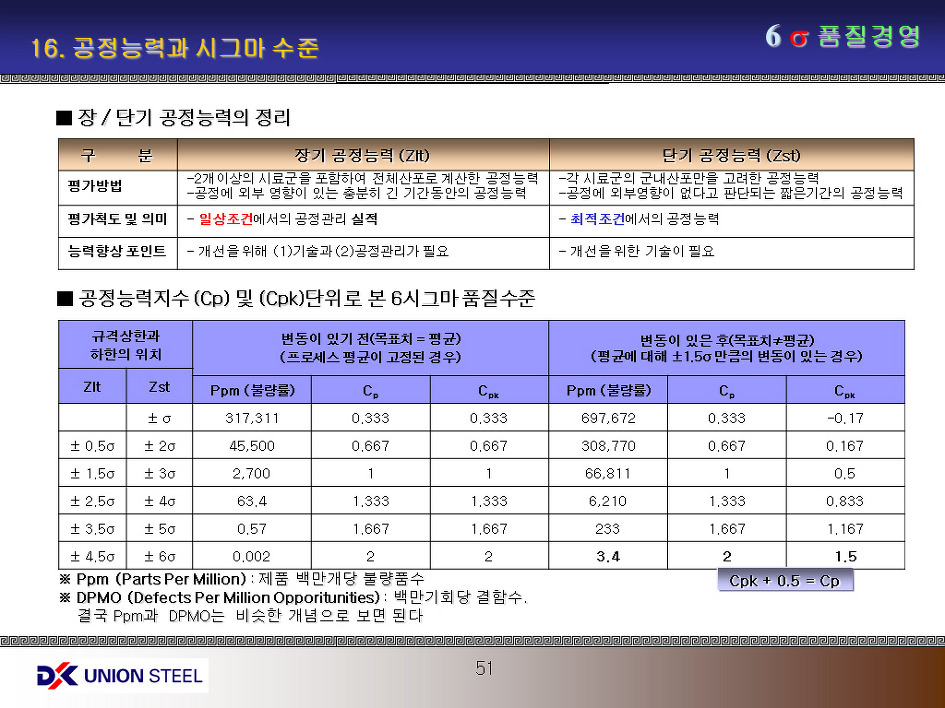 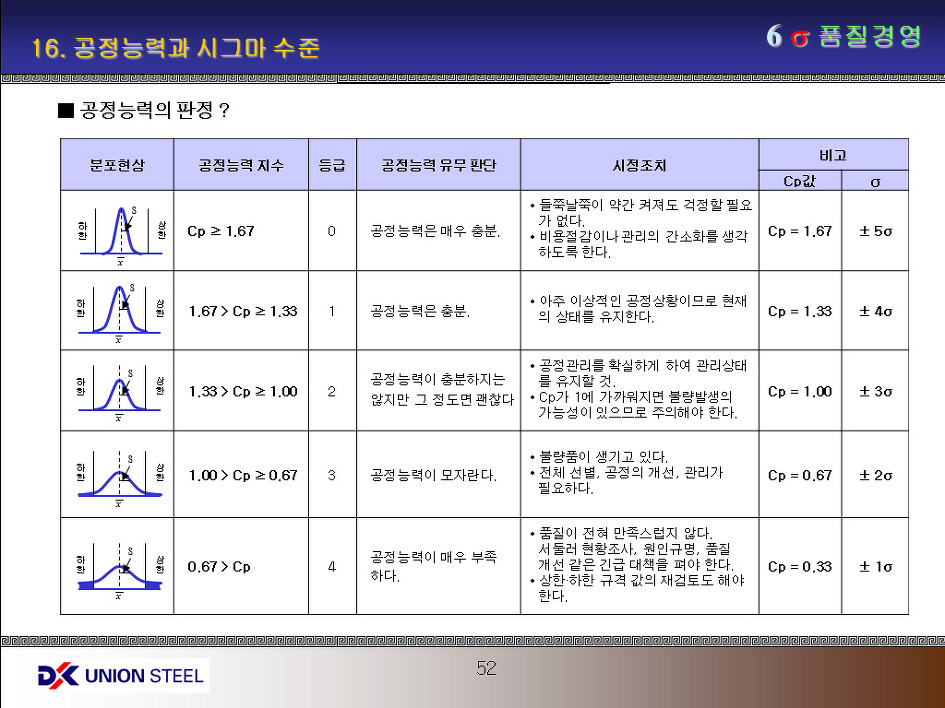 [공정능력을 요약해서 글로써 표현한다면] ■ 공정능력지수의 개념 공정능력(Process capability) 이란 공정이 관리상태에 있을 때 제품 각각의 변동이 어느 정도인가를 표시하는 양이다. 보통은 공정능력 대신 자연공차(natural tolerance)라는 용어를 사용하고 있는데 대개 6σ를 사용한다.(J.M. Juran) 공정능력이란 통계적 관리상태 하에서의 공정의 정상적인 움직임, 즉 외부적인 요인에 방해됨이 없이 작업을 행한 공정에 의해서 만들어진 일련의 예측할 수 없는 결과를 말한다. ( Western Electric Co) 이상의 내용을 요약해 보면 어떤 공정이 어떤 특정 조건하에서의 공정이 관리(안정)상태에 있을 때 공정이 만들어 낼 수 있는 품질에 대한 달성능력 이라고 말할 수 있다. 공정능력을 정보로서 활용하기 위해서는 품질특성 분포의 6σ를 추정하여 공정능력으로 정하는 6σ에 의한 방법과 공정능력지수에 의한 방법 그리고 공정 능력비에 의한 방법이 있다. ■ 공정능력지수(Process Capability Index) 공정 능력(6σ)과 규격의 폭과 의 비율로서 공정이 규격에 맞는 제품을 생산할 수 있는 능력이 충분한지를 나타내는 지수이다. 이에는 규격, 치우침, 목표치 등과의 관계에 따라 Cp, Cpk, Cpm등이 있다. ■ 공정능력지수의 이용 용도 - 공정이 공차를 어느 정도 잘 유지할 수 있는지 예측할 때 - 제품개발 및 설계단계에서 공정을 선택하거나 변경할 때 - 관리도 운영에 있어서 부분군 채취간격을 설정할 때 - 새로운 장비들이 갖추어야 할 기능상 필요조건을 규정할 때 - 제조공정의 품질변동의 감소를 원할 때 - 거래처를 선정할 때 ■ 공정의 산포만을 반영하는 Cp 단지 공정변동(actual process spread, natural tolerance)에 대한 규격변동(allowable process spread, part tolerance)의 양적인 표현을 나타내는 것이다. Cp는 허용규격이 양측으로 주어졌을 때 사용되며 규격범위와 관련한 공정의 범위에 따라서 Cp값은 여러가지로 나타난다. Cp = 1.0은 한 공정에서의 실제공정의 범위와 규격허용의 범위가 일치됨을 나타내며 안정된 정규분포 상태에서는 이론상 규격한계를 벗어나는 부분이 0.23%이다. 그러나 기계나 공구의 마모, 노후화 등에 의해 안정적으로 공정품질을 확보하기 어려우므로 Cp = 1.33이상이 바람직하다고 하며 이 때의 고정불량부분은 0.007%이다. ■ 공정평균의 위치를 반영하는 Cpk 공정능력이 산포의 중심에서 벗어난 정도를 공정능력지수에 반영하기 위해 주어진 양측규격한계의 중심을 m이라 놓으면 m은 다음과 같다. m = (USL+LSL) / 2 치우침도(k) :공정평균이 규격중심에서 벗어나는 정도 치우침 개념도 - 일반적인 경우 : Cpk = (1-k)Cp - 규격상한만 있는 경우 : Cpk = (USL-μ)/3σ - 규격하한만 있는 경우 : Cpk = (μ - LSL)/3σ ■ 공정의 산포만을 반영하는 Cpm - 목표치에 대한 공정평균의 근접도를 고려 |
출처 : 건강하며 사랑하며
글쓴이 : 도우리 원글보기
메모 :